Field Engineering Report: Integration of 1500W Laser Welding Cobot
Location: Tier-2 Automotive Supplier, Turin, Italy
Date: October 2023
1. Executive Summary of Operations
This report details the commissioning and optimization of a 1500W Laser Welding Cobot system within a high-precision metal fabrication facility in Turin. The facility primarily handles high-volume production of exhaust heat shields and internal structural components. The primary objective was to replace manual TIG welding processes that were suffering from excessive thermal distortion and high reject rates due to the delicate nature of Thin Metal Sheet welding. By leveraging advanced Laser Technology, we successfully reduced cycle times by 65% while maintaining structural integrity and aesthetic requirements specific to the European automotive market.
2. The Technical Synergy: Laser Technology and Automation
The core of this installation is the synergy between a continuous wave (CW) fiber Laser Technology source and a six-axis collaborative robot. In the Turin workshop environment, space is at a premium. Unlike traditional industrial robots that require extensive safety fencings and light curtains, the Laser Welding Cobot allows for a smaller footprint. However, the technical challenge lies in the high-speed processing required to utilize the laser’s power density effectively.
The 1500W fiber laser operates at a 1070nm wavelength, providing exceptional absorption rates in ferrous metals and aluminum. When coupled with the cobot’s motion control, we achieve a power-to-speed ratio that manual operators simply cannot replicate. We observed that the Laser Technology allows for a “keyhole” welding mode even at lower wattages, provided the travel speed is maintained with sub-millimeter precision by the cobot’s actuators.
3. Critical Application: Thin Metal Sheet Welding
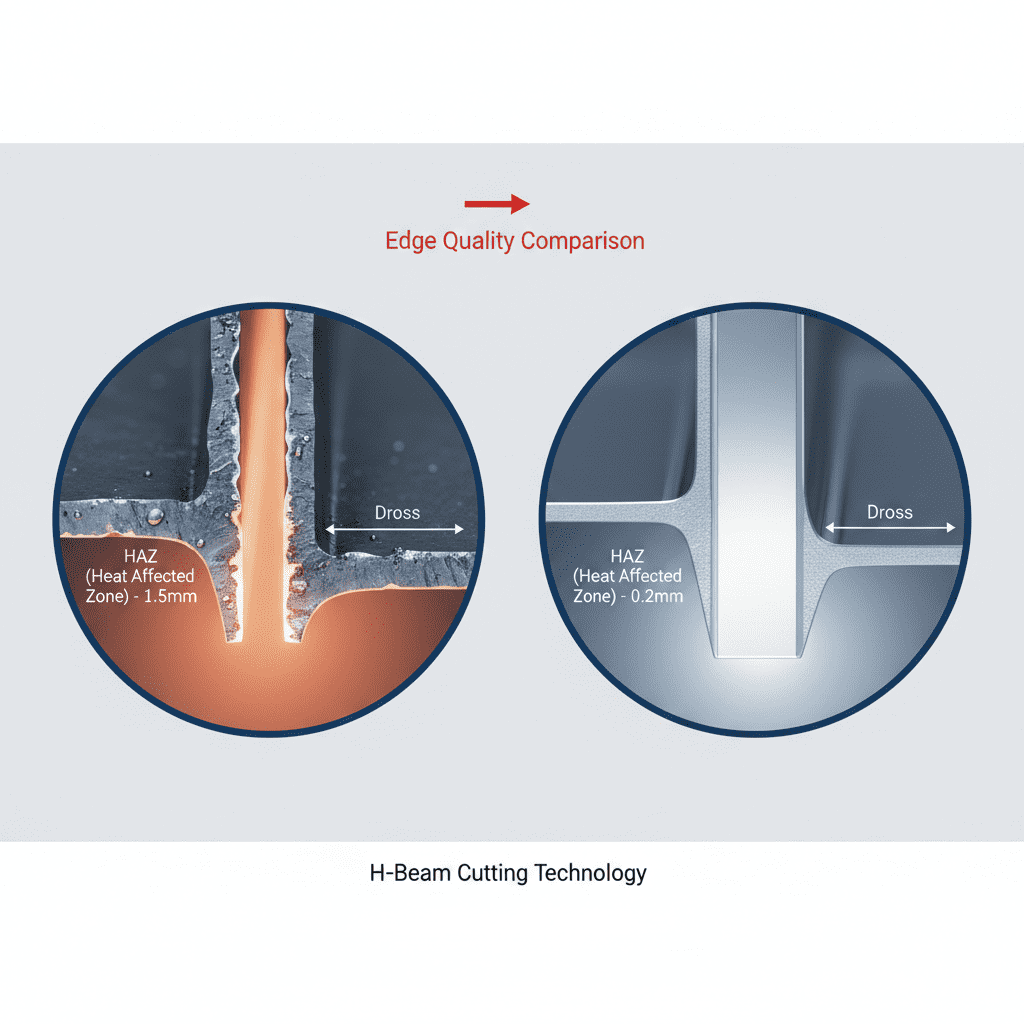
The project focused on 1.0mm to 2.0mm stainless steel (AISI 304) and 1.5mm aluminum alloy (6061). Thin Metal Sheet welding presents a specific set of physics-based challenges, primarily heat management. Traditional arc welding methods (MIG/TIG) introduce a massive Heat Affected Zone (HAZ), leading to “oil-canning” and structural warping of the part.
3.1. Heat Affected Zone (HAZ) Control
In our Turin field tests, the Laser Welding Cobot localized the energy so efficiently that the HAZ was reduced by approximately 80% compared to previous manual TIG samples. By using a focused spot size of 150μm, the energy density is sufficient to melt the interface instantly, allowing the cobot to move at speeds exceeding 40mm/s. This rapid travel ensures that the total heat input (Joules per millimeter) remains below the threshold for plastic deformation in thin-gauge materials.
3.2. Beam Oscillation (Wobble) Parameters
One “lesson learned” during the first week in Turin was the necessity of beam oscillation. While Laser Technology provides a precise beam, real-world fit-up on Thin Metal Sheet welding isn’t always perfect. We implemented a “wobble” pattern—a circular oscillation of the beam—at a frequency of 250Hz with a width of 1.5mm. This allowed the Laser Welding Cobot to bridge gaps of up to 0.5mm, which is common in stamped automotive parts, without sacrificing weld strength or requiring filler wire in every joint.
4. Integration Challenges in the Turin Workshop
Turin’s industrial sector is characterized by a high level of technical scrutiny. The integration was not without its hurdles. We had to address three specific areas: shielding gas laminar flow, fixture precision, and safety protocols.
4.1. Gas Dynamics
We found that at the high speeds the Laser Welding Cobot achieves, standard gas nozzles caused turbulence, leading to oxidation of the weld bead. We switched to a specialized trailing shield nozzle designed for Laser Technology applications. By maintaining a laminar flow of Argon at 15 L/min, we achieved the “straw-colored” weld finish required by the client’s quality control without the need for post-weld pickling or grinding.
4.2. Fixturing Requirements
A significant realization for the local engineering team was that Thin Metal Sheet welding with a laser requires significantly tighter tolerances than arc welding. We spent three days recalibrating the pneumatic clamps. Because the Laser Welding Cobot follows a programmed path with a repeatability of ±0.03mm, any deviation in the part’s position results in a missed seam. We moved from manual toggle clamps to a localized CNC-machined jigging system to match the precision of the laser.
5. Human-Machine Collaboration and Programming
One of the primary benefits of the Laser Welding Cobot in this Turin facility is the ease of “Lead-Through Teaching.” The senior welders, who were initially skeptical of the Laser Technology, were able to manually move the cobot arm to the start and end points of a weld. The software then interpolates the path.
However, the technical nuance we discovered is that for Thin Metal Sheet welding, the “approach” and “retract” angles are critical to avoid end-crater cracks. We programmed a power ramp-down feature: as the cobot reaches the end of a seam, the laser power scales from 1500W down to 200W over 100ms. This ensures a smooth transition and prevents burn-through at the edge of the sheet.
6. Lessons Learned and Practical Recommendations
Reflecting on this deployment, several technical truths emerged for future installations of a Laser Welding Cobot:
6.1. Power isn’t everything
While the source is rated for 1500W, we rarely exceeded 1100W for Thin Metal Sheet welding. Excess power on thin gauges leads to excessive spatter and root sagging. The value of Laser Technology is not in the raw power, but in the power density and the ability of the cobot to move fast enough to prevent heat accumulation.
6.2. Optics Maintenance
In a busy Turin workshop, airborne particulates are a reality. The protective windows on the laser head must be inspected every 4 hours. A single speck of dust can absorb the 1500W beam, causing thermal cracking of the lens. We integrated a pressurized air-knife system to keep the optics clean during the welding cycle.
6.3. Safety and Environment
Even though it is a “cobot,” the laser is a Class 4 radiation hazard. We installed a specialized laser-safe enclosure (Type EN 60825-1) around the cobot cell. In Turin, the local health and safety regulations (ASL) are stringent; ensuring the enclosure was interlocked with the cobot’s emergency stop was mandatory for final sign-off.
7. ROI and Conclusion
The implementation of the Laser Welding Cobot has transformed the production line. The reject rate on 1.2mm stainless steel components dropped from 12% (manual TIG) to less than 0.5%. The synergy between the motion control of the cobot and the precision of 1500W Laser Technology has proven to be the only viable solution for the high-volume, high-aesthetic demands of Thin Metal Sheet welding in the modern automotive sector.
Final validation confirms that the system is now running 16 hours a day across two shifts. The local team in Turin has been fully trained in path adjustment and lens maintenance. This installation serves as a benchmark for future deployments across the client’s other European sites.
Signed,
Senior Welding Engineer
-


LT240S tube laser cutting machine
-
LT120S tube laser cutting machine
-
Sale

Tank Fillet Welding Machine
Original price was: $1,000.00.$900.00Current price is: $900.00. -
Sale

MAK100 tube laser cutting machine
Original price was: $5,500.00.$5,000.00Current price is: $5,000.00. -

portable plasma air cutting machine
$1,200.00 -

2in1 fiber laser cutting machine
-

Air cooling Laser welding machine
-

HF h beam laser cutting machine
-

LT240 laser cutting machine
-

Laser welding machine
-


Cobot Welding Station
-

Gantry welding robot solution
-

Tracked Wheeled AGV Welding robot
-

LFH6020 Fiber laser cutting machine
-
LFP6020
-

robotic welidng machine
Advanced Fiber Laser Tube Processing Technology
Our CNC Fiber Laser Tube Cutting systems revolutionize metal fabrication by integrating high-precision cutting, punching, and profiling into a single automated workflow. Designed for versatility, this technology handles a wide array of profiles including Round, Square, Rectangular, and Oval tubes, as well as complex L-shaped and U-shaped channels.
- Precision Punching: High-speed hole punching with micron-level accuracy, eliminating the need for mechanical drilling or die-stamping.
- Complex Profiling: Advanced 3D pathing allows for intricate interlocking joints and specialized notch cuts, ideal for structural frames.
- High Material Efficiency: Intelligent nesting software minimizes scrap, reducing raw material costs across large production runs.
- Clean Finish: Delivers oxide-free, burr-free edges that require zero secondary grinding before welding.

Seamlessly processing multiple profiles with consistent precision.
Global Delivery & Logistics



From our high-tech manufacturing facility directly to your global site. PCL WeldCut ensures secure packaging, professional handling, and reliable international logistics to safeguard your equipment throughout the entire journey.