Field Engineering Report: Implementation of Double Pulse Fiber Laser Cobot Systems
Location: Industrial Hub, Johannesburg, South Africa
Date: October 2023
1. Introduction and Objective
This report details the commissioning and performance evaluation of a 2kW Double Pulse Fiber Laser Cobot system integrated into a structural steel fabrication facility in Johannesburg. The primary objective was to assess the transition from traditional Gas Metal Arc Welding (GMAW) to Laser Technology for the fabrication of medium-gauge Structural Steel welding assemblies (S355JR grade). As a senior engineer, the focus was not merely on speed, but on the metallurgical integrity of the joints and the operational resilience of the hardware under South African industrial conditions.
2. The Synergy of Fiber Laser Cobot and Laser Technology
The adoption of a Fiber Laser Cobot represents a paradigm shift in how we approach high-precision thermal joining. Unlike traditional fixed-head CNC laser welders, the cobot (Collaborative Robot) allows for lead-through teaching. In our Johannesburg workshop, this meant we could pivot from welding heavy-duty flange plates to intricate bracketry in under ten minutes.
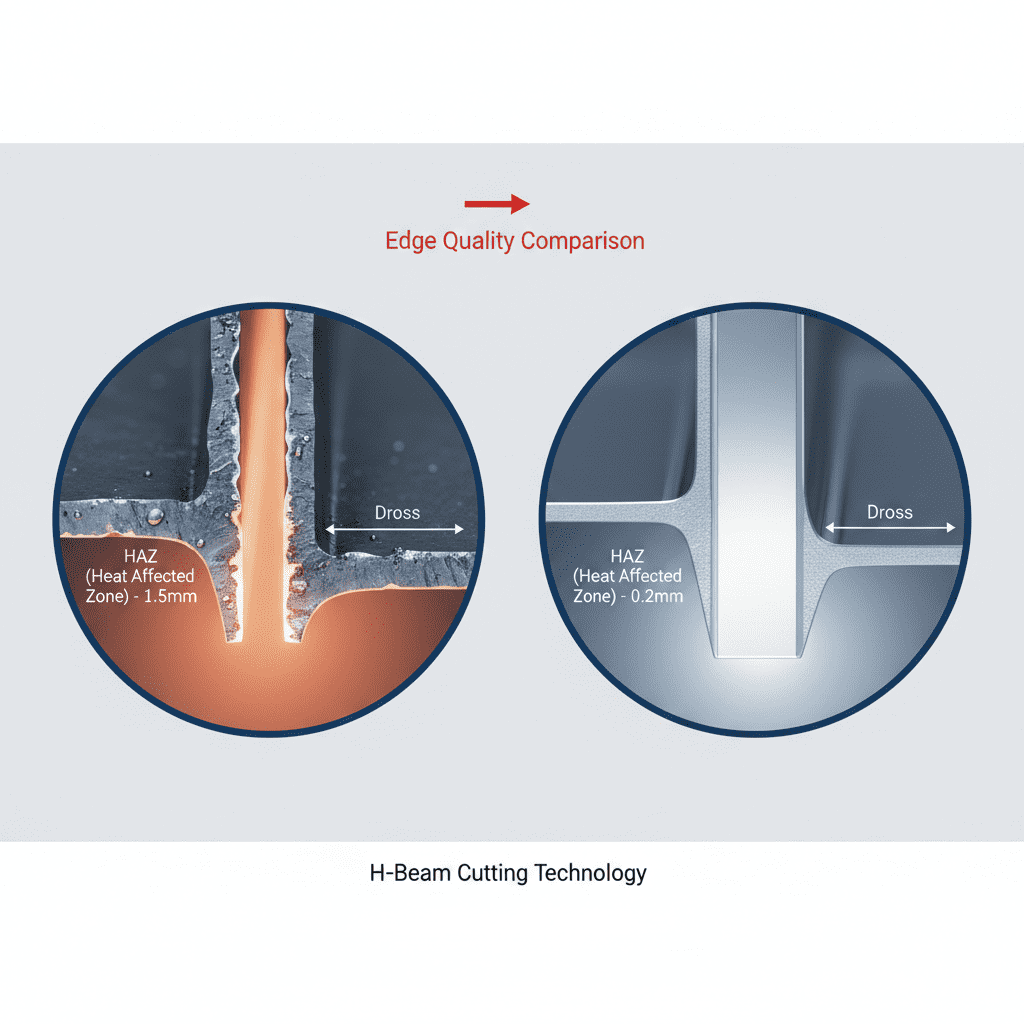
The Laser Technology utilized here is a high-density fiber source (1080nm wavelength). When combined with a collaborative arm, the spatial precision is sub-millimeter. This is critical for Structural Steel welding where heat management is often the bottleneck. The fiber laser’s high power density allows for a “keyhole” welding mode at lower total heat inputs compared to GMAW, drastically reducing the Heat Affected Zone (HAZ).
3. Double Pulse Modulation in Structural Steel Welding
A significant challenge in Structural Steel welding in many South African workshops is the inconsistency of fit-up. While laser welding traditionally requires aerospace-grade tolerances, the “Double Pulse” functionality of our Fiber Laser Cobot mitigates this.
The double pulse sequence alternates between a high-peak power pulse for deep penetration and a lower-power pulse that manages the weld pool chemistry and cooling rate. In practice, this creates a “stirring” effect in the molten puddle. During our Jo’burg trials, we found that this modulation allowed us to bridge gaps up to 0.8mm on 6mm S355 plate without the use of filler wire, though we ultimately integrated a synchronized wire feeder for structural redundancy on 10mm fillets.
4. Environmental and Infrastructure Constraints: The Johannesburg Context
Implementing advanced Laser Technology in Johannesburg introduces variables not found in European or North American settings. Two primary factors dominated our field logs: Power Quality and Atmospheric Conditions.
4.1. Power Grid Stability (The Eskom Factor)
The Fiber Laser Cobot is sensitive to voltage fluctuations. Johannesburg’s industrial grid is prone to surges and “brownouts” following load-shedding cycles. We observed that the laser’s resonator requires a highly stable DC bus. Any deviation greater than 5% resulted in “plasma puffing” at the nozzle, leading to porosity.
Lesson Learned: We mandated the installation of a dedicated 3-phase online UPS and high-speed voltage regulators. We do not run the laser during the first 15 minutes of power restoration to avoid the initial grid surge.
4.2. High Altitude and Cooling
Johannesburg sits at approximately 1,750 meters above sea level. The air is thinner and significantly drier. This affects the heat exchange efficiency of the dual-circuit chillers used for the Fiber Laser Cobot. We had to oversize the cooling unit by 25% to compensate for the reduced thermal mass of the ambient air. Furthermore, the dust levels in Gauteng’s industrial zones required a pressurized, filtered enclosure for the laser source to prevent contamination of the optical fiber delivery cable.
5. Technical Performance: Comparative Analysis
To quantify the success of the Structural Steel welding transition, we compared the Fiber Laser Cobot against our existing semi-automatic GMAW (Spray Transfer) process.
- Weld Speed: On 4mm fillet joints, the Laser Cobot achieved 1.2 meters per minute, compared to 0.4 meters per minute with GMAW.
- Post-Weld Processing: Due to the concentrated Laser Technology, spatter was virtually non-existent. We eliminated the “grinding and de-spatter” phase, which previously accounted for 30% of our labor hours.
- Distortion: On a 3-meter structural beam, the longitudinal camber was reduced by 85%. The concentrated heat of the laser prevents the massive thermal expansion typically seen in high-amperage structural arc welding.
6. Safety and Shielding: The Johannesburg Workshop Layout
One cannot ignore the safety implications of Class 4 Laser Technology. Unlike a standard welding arc, a stray laser reflection can cause permanent blindness at significant distances. In the Johannesburg facility, we implemented a “Laser Zone” using certified OD7+ protective cladding.
A specific challenge was the reflectivity of the mill scale on the structural steel. We found that at certain incident angles, the 1080nm beam would back-reflect into the cobot head.
Lesson Learned: We programmed the Fiber Laser Cobot with a 5-to-10-degree lead angle to ensure back-reflections were directed into a copper “beam dump” rather than back into the optics.
7. Metallurgical Findings in S355 Steel
Cross-sectional analysis of the Structural Steel welding samples revealed a highly refined grain structure in the fusion zone. The Double Pulse frequency (set at 15Hz for 6mm plate) prevented the formation of coarse pro-eutectoid ferrite, which is a common failure point in heavy structural welds. The hardness profile across the HAZ was narrower than the GMAW baseline, suggesting better fatigue resistance for the mining equipment components these parts are destined for.
8. Workforce Integration and Skill Shift
In Johannesburg, there is a shortage of high-end coded welders but a surplus of tech-savvy junior technicians. The Fiber Laser Cobot bridges this gap. We found that a technician could be trained to “teach” the cobot a complex structural path in two days, whereas reaching the same level of consistency in manual welding would take years. However, the “Senior Engineer” oversight remains critical for setting the pulse parameters—specifically the peak power and duty cycle balance.
9. Final Lessons Learned and Summary
The deployment of Laser Technology in the South African structural sector is not a “plug-and-play” scenario. It requires a robust infrastructure strategy. The Fiber Laser Cobot is a force multiplier, but it is only as good as the environment it operates in.
Key Takeaways for Future Deployments:
- Optical Maintenance: In the dry, dusty Jo’burg climate, the protective windows of the laser head must be inspected every 4 hours. A single speck of dust will catch the laser energy and crack the lens.
- Gas Quality: We switched from industrial-grade Argon to 5.0 Purity (99.999%) Argon. The Fiber Laser Cobot is far less forgiving of gas impurities than GMAW when welding S355 steel.
- Double Pulse Tuning: Do not rely on factory presets. The specific carbon content of South African-sourced S355 requires a slightly higher pulse frequency to maintain puddle fluidity.
10. Conclusion
The integration of the Fiber Laser Cobot into our Structural Steel welding workflow has proven successful. We have achieved a 3x increase in throughput while simultaneously reducing energy consumption per meter of weld. Despite the challenges of grid instability and high-altitude cooling, the technical advantages of Laser Technology provide a clear competitive edge for Johannesburg’s heavy industry. The future of South African fabrication lies in this synergy of collaborative robotics and high-energy-density beam processes.
-


LT240S tube laser cutting machine
-
LT120S tube laser cutting machine
-
Sale

Tank Fillet Welding Machine
Original price was: $1,000.00.$900.00Current price is: $900.00. -
Sale

MAK100 tube laser cutting machine
Original price was: $5,500.00.$5,000.00Current price is: $5,000.00. -

portable plasma air cutting machine
$1,200.00 -

2in1 fiber laser cutting machine
-

Air cooling Laser welding machine
-

HF h beam laser cutting machine
-

LT240 laser cutting machine
-

Laser welding machine
-


Cobot Welding Station
-

Gantry welding robot solution
-

Tracked Wheeled AGV Welding robot
-

LFH6020 Fiber laser cutting machine
-
LFP6020
-

robotic welidng machine
Advanced Fiber Laser Tube Processing Technology
Our CNC Fiber Laser Tube Cutting systems revolutionize metal fabrication by integrating high-precision cutting, punching, and profiling into a single automated workflow. Designed for versatility, this technology handles a wide array of profiles including Round, Square, Rectangular, and Oval tubes, as well as complex L-shaped and U-shaped channels.
- Precision Punching: High-speed hole punching with micron-level accuracy, eliminating the need for mechanical drilling or die-stamping.
- Complex Profiling: Advanced 3D pathing allows for intricate interlocking joints and specialized notch cuts, ideal for structural frames.
- High Material Efficiency: Intelligent nesting software minimizes scrap, reducing raw material costs across large production runs.
- Clean Finish: Delivers oxide-free, burr-free edges that require zero secondary grinding before welding.

Seamlessly processing multiple profiles with consistent precision.
Global Delivery & Logistics



From our high-tech manufacturing facility directly to your global site. PCL WeldCut ensures secure packaging, professional handling, and reliable international logistics to safeguard your equipment throughout the entire journey.
One thought on “Engineering Review: Double Pulse Fiber Laser Cobot – Johannesburg, South Africa”
Highly recommend for any professional metal fabrication workshop. Precision is top-notch.