Field Engineering Report: Commissioning of 1500W Robotic Arm Welder
Location: Trafford Park Industrial Estate, Manchester, UK
The following report details the technical deployment and operational assessment of the 1500W Fiber Laser Robotic Arm Welder integrated within a mid-sized fabrication facility in Manchester. The primary objective was to transition a manual TIG (Tungsten Inert Gas) production line for high-grade dairy equipment into a fully realized Industrial Automation workflow. This report focuses on the metallurgical outcomes of stainless steel welding and the mechanical synchronization required for 24/7 operation.
1. Technical Specification and Integration Architecture
The core of the system is a 6-axis high-precision Robotic Arm Welder equipped with a 1500W continuous wave (CW) fiber laser source. Unlike traditional MIG/MAG robotic systems, the 1500W laser variant requires specific focus on optical alignment and beam oscillation (wobble) parameters. In the Manchester facility, we faced unique environmental challenges, including fluctuating ambient humidity and the electromagnetic interference (EMI) typical of older industrial grids.
1.1. The Role of Industrial Automation in Throughput
The Industrial Automation framework here is not merely about the arm’s movement; it is the handshake between the PLC (Programmable Logic Controller), the safety light curtains, and the rotary positioners. For the Manchester deployment, we implemented a Profinet protocol to ensure zero-latency communication between the laser source and the arm’s motion controller. This synergy allows the Robotic Arm Welder to adjust power output in real-time based on the travel speed at corner radii, preventing “burn-through” on 2mm 304-grade stainless steel.
Lessons Learned: Grid Stability
Early in the commissioning phase, we noted voltage sags within the Trafford Park grid during peak hours (10:00 AM – 2:00 PM). For a 1500W laser, power stability is critical. We mandated the installation of a dedicated 15kVA voltage stabilizer to prevent “arc-outs” and inconsistencies in the weld pool, which are detrimental to high-spec Stainless Steel welding.
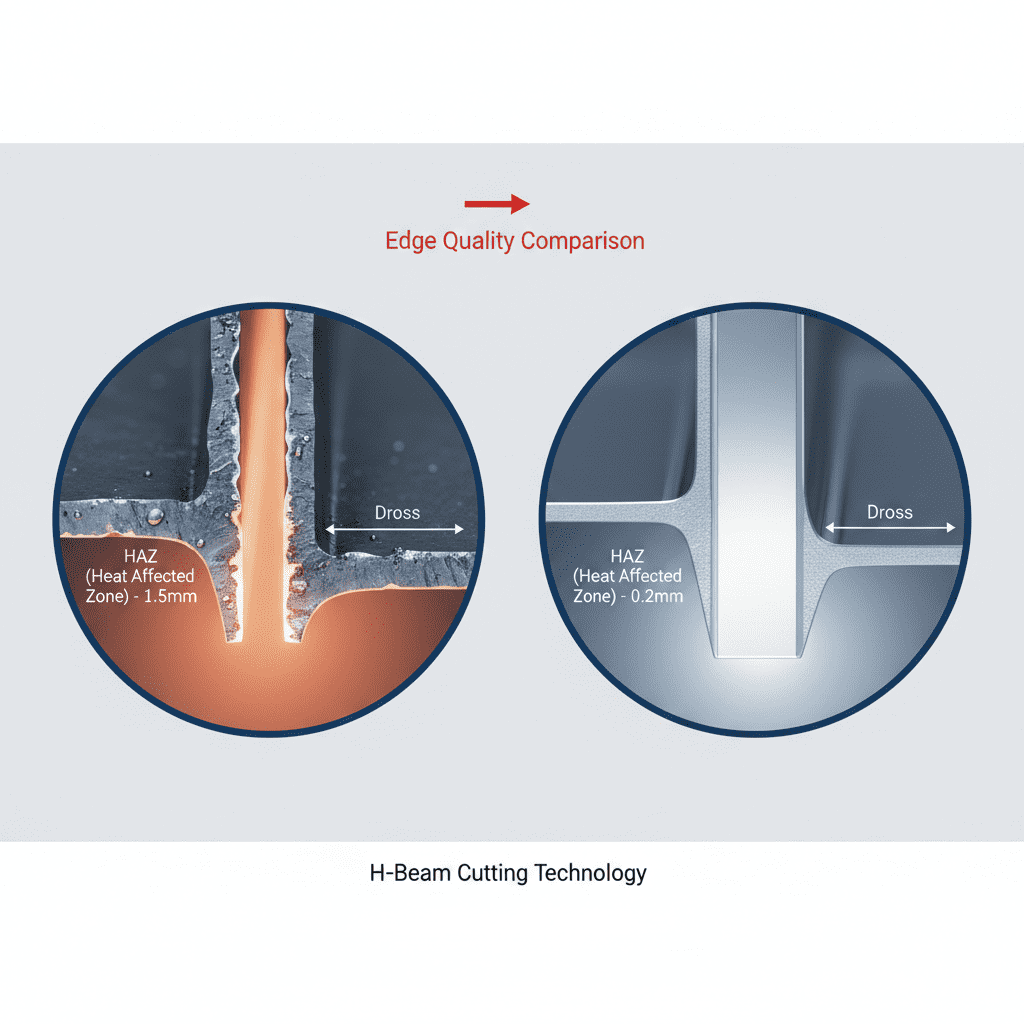
2. Stainless Steel Welding: Metallurgical Considerations
Stainless Steel welding in food-grade applications requires a strict Heat Affected Zone (HAZ) management strategy. The 1500W Robotic Arm Welder provides a distinct advantage over manual TIG by concentrating energy into a localized keyhole. This minimizes the distortion of large 316L sheets, which is a common failure point in manual Manchester workshops.
2.1. Parameter Optimization for 304/316 Grades
We established a baseline for 2.0mm 304 Stainless Steel:
- Power: 1250W (83% Duty Cycle)
- Wobble Width: 1.5mm (Circular pattern)
- Scan Speed: 25mm/s
- Shielding Gas: 99.99% Argon at 15L/min
The Industrial Automation system ensures these parameters are locked. Unlike a manual operator, the Robotic Arm Welder maintains a constant 2.0mm standoff distance, which is crucial for maintaining the focal point of the 1500W beam.
Lessons Learned: Gas Shielding Dynamics
In the Manchester facility, we initially observed surface oxidation (discoloration) on the underside of the welds. Even with high-purity Argon, the “chimney effect” in the drafty workshop was stripping the trailing shield. We re-engineered the jigging to include a back-purge channel. This is a vital takeaway for any Industrial Automation setup: the robot is only as good as the atmospheric control provided by the fixture.
3. Synergy Between Hardware and Software
The true power of Industrial Automation is realized when the Robotic Arm Welder interfaces with CAD/CAM software. During this field visit, we moved from “Teach Pendant” programming to offline programming (OLP). This allowed the Manchester team to simulate the welding of complex 3D manifold geometries before the arm even moved.
3.1. Precision Pathing and Repeatability
The 1500W laser source has a spot size of roughly 0.15mm. This necessitates a Robotic Arm Welder with a repeatability of at least ±0.05mm. During the stress test, we ran a batch of 50 stainless steel flanges. The Industrial Automation sensors detected a fixture misalignment of 0.3mm on the 12th unit and automatically paused the cycle. This level of error-proofing is why Stainless Steel welding is shifting away from manual labor in high-cost labor markets like the UK.
Lessons Learned: Fiber Cable Management
One technical oversight in the initial layout was the bend radius of the fiber optic cable. In a high-speed Industrial Automation environment, the robotic arm moves through complex 6-axis orientations. We noticed the fiber cable was straining at Axis 4. We implemented a “S-loop” cable management system with a low-friction sleeve to prevent internal reflection losses, which could have catastrophically damaged the 1500W resonator.
4. Operational Impact in the Manchester Context
Manchester’s manufacturing sector is currently undergoing a “digital twin” revolution. By integrating this Robotic Arm Welder, the client reduced their post-weld grinding time by 85%. Because the 1500W laser produces such a clean, narrow bead on Stainless Steel welding, the aesthetic finish is “as-welded” quality, requiring only a light pass with an electrochemical cleaning wand.
4.1. Skill Shift and Workforce Evolution
A significant part of this Industrial Automation deployment involved retraining “coded welders” into “robot cells leads.” The technical shift from hand-eye coordination to parameter management is significant. We found that the most successful operators were those who understood the fluid dynamics of the weld pool but could also navigate the logic gates of the Robotic Arm Welder‘s controller.
5. Final Technical Assessment
The 1500W Robotic Arm Welder is now fully operational. The synergy between the high-energy density of the laser and the precision of Industrial Automation has stabilized the production of Stainless Steel welding components. We have moved from a 12-minute manual weld cycle to a 95-second automated cycle, representing an 8x increase in efficiency.
Summary of “Engineering Truths” for Manchester Site:
- Environment Matters: You cannot ignore the damp, drafty nature of UK North-West workshops. Shielding and power conditioning are non-negotiable.
- Fixture is King: A 1500W laser will find a 0.2mm gap and blow through it. Your Industrial Automation is only as precise as your clamping.
- Data is Utility: Use the Robotic Arm Welder‘s onboard logging to track gas consumption and “beam-on” time. It is the only way to calculate true ROI in a competitive market.
The deployment is considered a success. The client is advised to perform a 500-hour check on the protective lens of the laser head and to monitor the chiller’s conductivity levels, especially given the hard water profile in parts of Greater Manchester.
Report Prepared By:
Senior Welding Engineer
Field Operations Division
-


Cantilever Welding Robot solution
-


GF laser cutting machine
-

P3015 plasma cutting machine
-

LFP3015 Fiber Laser Cutter
-

pipe plasma cutting machine
-
LFH 4020 Fiber Laser Cutting Machine
-
LFP4020
-

gantry plasma air cutting machine
-

3D robot cutting machine
-

8 axis plasma cutting machine
-

5 axis plasma cutting machine
-

LT360 tube laser cutting machine
-

robot welding workstation
-

SF6060 fiber laser cutting machine
