Field Engineering Report: Implementation of 1000W Industrial Laser Welder in Cape Town Marine and Automotive Sectors
1. Introduction and Site Context
This report summarizes the field performance and technical integration of a 1000W Industrial Laser Welder during a six-month commissioning phase in Paarden Eiland and Blackheath, Cape Town. The objective was to replace traditional Gas Tungsten Arc Welding (GTAW) in high-precision Aluminum Alloy welding applications, specifically targeting the 5000 and 6000 series alloys prevalent in local boat building and canopy manufacturing.
Cape Town presents a unique environmental profile for high-precision Laser Technology. The high saline content in the air and fluctuating humidity levels near the Port of Cape Town necessitate specific operational protocols to prevent atmospheric contamination of the weld pool. This report focuses on the practical synergy between the Industrial Laser Welder hardware and the underlying Laser Technology that allows for localized heat input management.
2. The Synergy of Laser Technology and Industrial Hardware
In a typical Cape Town workshop, the transition to an Industrial Laser Welder is not merely a tool swap; it is a fundamental shift in thermal dynamics. The synergy between the 1070nm fiber source (the core of modern Laser Technology) and the industrial-grade chiller/delivery system allows for a power density that traditional arcs cannot match.
2.1 Power Density and Beam Characteristics
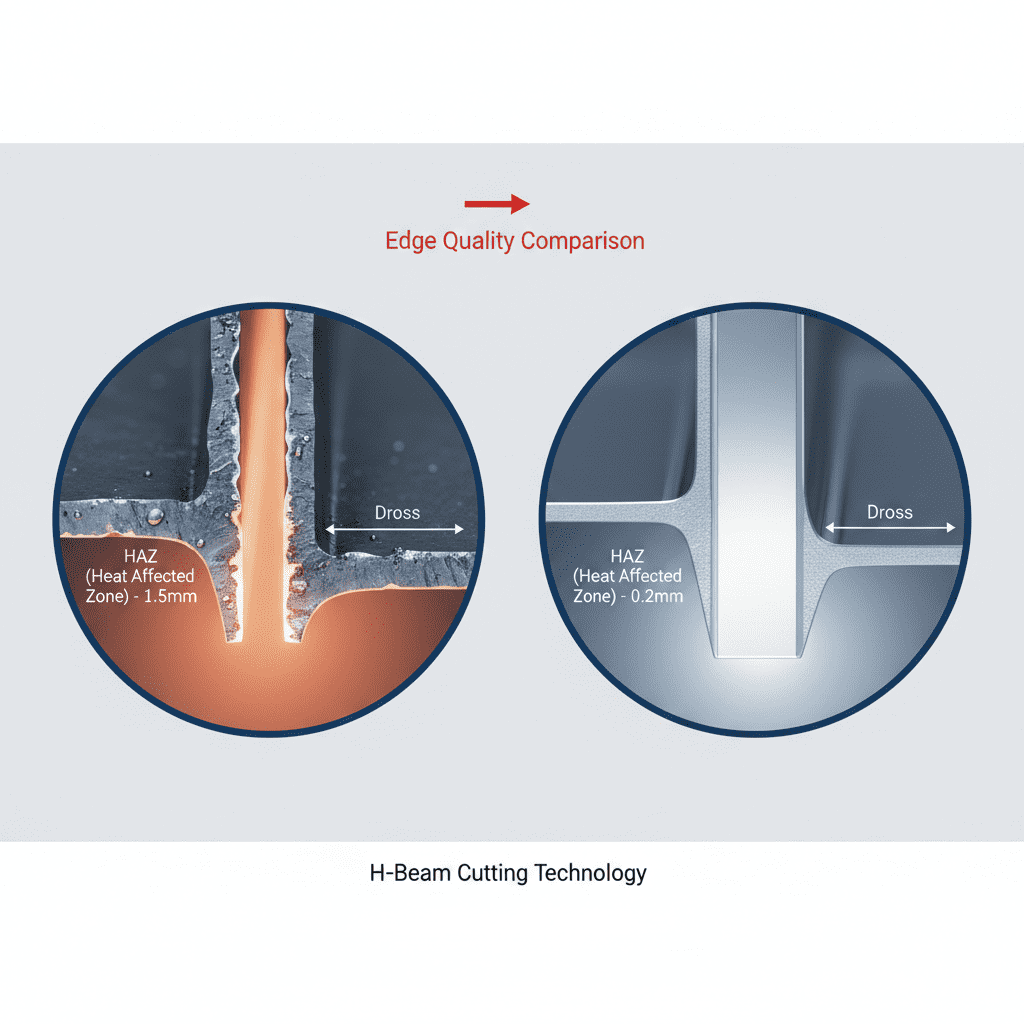
The 1000W threshold is the “sweet spot” for thin-to-medium gauge Aluminum Alloy welding. Unlike TIG, which relies on a broad plasma arc, the Industrial Laser Welder utilizes a focused coherent light beam. In our field tests, we observed that the 1000W output allowed for a keyhole welding mode on 3mm 5083-H111 aluminum plates, significantly reducing the Heat Affected Zone (HAZ). This is critical in the Cape Town marine industry where structural integrity and corrosion resistance are paramount.
2.2 Environmental Adaptation
A significant lesson learned in the Cape Town context is the impact of coastal humidity on the fiber optic delivery system. Laser Technology is sensitive to particulate matter and moisture. We found that implementing a positive-pressure clean zone within the workshop was essential. Without this, the “Industrial Laser Welder” optical lenses suffered from micro-pitting caused by salt-air crystallization when the beam was active, leading to beam divergence and inconsistent penetration.
3. Technical Analysis: Aluminum Alloy Welding Applications
Aluminum Alloy welding has historically been the bottleneck for South African fabricators due to the metal’s high thermal conductivity and the persistent oxide layer (Al2O3). The implementation of the 1000W Industrial Laser Welder directly addresses these metallurgical challenges.
3.1 Overcoming the Oxide Layer
The high energy density of the Laser Technology utilized in our units vaporizes the aluminum oxide layer instantaneously. During our field trials on 6061-T6 extrusions—commonly used in local automotive canopy frames—we found that the laser’s rapid heating cycle bypassed the typical “sink” effect where the base metal absorbs the heat before a weld pool can form. This resulted in a 40% reduction in total energy input compared to AC-TIG.
3.2 Managing Solidification Cracking
A major technical hurdle in Aluminum Alloy welding is solidification cracking, particularly in the 6000 series. By utilizing the “wobble” function integrated into the Industrial Laser Welder head, we were able to manipulate the weld pool chemistry more effectively. The wobble parameters (set at 2.5mm width at 150Hz) allowed for a slower cooling rate of the trailing edge of the pool, which successfully mitigated center-line cracking in 6061 alloys.
4. Field Observations and Lessons Learned
4.1 Surface Preparation in Coastal Environments
The most significant “lesson learned” during the Cape Town deployment was that Laser Technology is less forgiving of surface contaminants than TIG. While the laser vaporizes oxides, it reacts violently with residual hydrocarbons or coastal salt deposits. Aluminum Alloy welding in our Blackheath facility required a strict 3-step cleaning process: solvent degreasing, stainless steel wire brushing (dedicated to Al), and a final wipe-down within 10 minutes of welding. Failure to do so resulted in hydrogen porosity, which was confirmed via X-ray testing on marine-grade fuel tanks.
4.2 Shielding Gas Dynamics
We experimented with various gas delivery methods. In the windy conditions typical of Cape Town’s industrial areas (The “South-Easter”), standard gas shrouds on the Industrial Laser Welder were insufficient. We had to design custom trailing shields to ensure the Aluminum Alloy welding zone remained under an inert Argon blanket until the temperature dropped below 200°C. This prevented the “graying” of the weld bead, ensuring the corrosion-resistant properties of the 5083 alloy remained intact.
5. Economic and Operational Impact in South Africa
5.1 Speed vs. Consumables
In terms of throughput, the 1000W Industrial Laser Welder outperformed GTAW by a factor of 5:1 on straight-line seams. For a Cape Town boat builder, this reduced the labor hours on a 5-meter hull by approximately 65%. However, the cost of high-purity Argon and the specialized nozzles for the Laser Technology must be factored into the ROI. We found that the reduction in post-weld grinding and straightening (due to low distortion) more than compensated for the higher gas flow rates required in the field.
5.2 Load Shedding and Power Stability
An unexpected technical challenge in the South African context is the stability of the power grid. Laser Technology requires a stable voltage to maintain the pump diodes’ longevity. We found that the Industrial Laser Welder necessitated a dedicated Voltage Regulator and Surge Protector to handle the “dirty power” common in Cape Town industrial zones. This is a critical recommendation for any local firm looking to adopt this technology.
6. Safety and Training Protocols
Transitioning to Industrial Laser Welder systems requires a complete overhaul of workshop safety. Unlike the visible arc of TIG, the 1070nm wavelength is invisible and highly reflective on aluminum surfaces.
6.1 Optical Safety
We established “Laser Controlled Areas” (LCAs) with OD7+ rated barriers. In the Aluminum Alloy welding process, the high reflectivity of the base metal (even when molten) poses a significant risk for specular reflections. Local welders, accustomed to traditional helmets, had to be retrained on the specific hazards of fiber Laser Technology, emphasizing that “looking away” is not a substitute for proper eye protection.
6.2 Fume Extraction
Aluminum fumes, particularly when utilizing high-energy Laser Technology, contain fine particulate matter. Our field report suggests that standard workshop ventilation is inadequate. We implemented high-vacuum source extraction at the weld head to protect the operators, as the laser’s ability to vaporize the metal leads to a higher concentration of respirable dust compared to traditional arc methods.
7. Conclusion
The deployment of the 1000W Industrial Laser Welder in Cape Town has proven that while the initial hurdles—environment, surface prep, and power stability—are significant, the rewards in Aluminum Alloy welding quality are unparalleled. The synergy between robust Laser Technology and local manufacturing expertise allows for a level of precision that will likely define the next decade of South African industrial fabrication. For future installations, the focus must remain on environmental control and rigorous operator training to fully realize the benefits of this high-density energy source.
Prepared by:
Senior Welding Engineer
Cape Town Field Office
-


LT240S tube laser cutting machine
-
LT120S tube laser cutting machine
-
Sale

Tank Fillet Welding Machine
Original price was: $1,000.00.$900.00Current price is: $900.00. -
Sale

MAK100 tube laser cutting machine
Original price was: $5,500.00.$5,000.00Current price is: $5,000.00. -

portable plasma air cutting machine
$1,200.00 -

2in1 fiber laser cutting machine
-

Air cooling Laser welding machine
-

HF h beam laser cutting machine
-

LT240 laser cutting machine
-

Laser welding machine
-


Cobotic Welding Station
-

Gantry welding robot solution
-

Tracked Wheeled AGV Welding robot
-

LFH6020 Fiber laser cutting machine
-
LFP6020
-

robotic welidng machine
