Introducing our Tracked Wheeled AGV Welding Robot, a cutting-edge solution designed for precision and efficiency in automated welding applications. Engineered with advanced tracking technology and robust wheeled mobility, this robot seamlessly navigates complex environments, ensuring consistent performance and high-quality welds. Ideal for industrial settings, it enhances productivity while reducing labor costs, making it an essential asset for modern manufacturing operations.
Products Description
Performance characteristics Structure: Tracked AGV carts usually use chains or tracks as transmission devices, while wheeled AGV carts use wheels as moving parts. Applicable environment: Tracked AGV carts are suitable for various ground conditions, including uneven ground, muddy ground, etc. They can work in harsh environments such as factory workshops, warehouses, etc. Wheeled AGV carts are more suitable for driving on flat ground, such as offices, hospitals, etc.O Flexibility: Tracked AGVs have less flexibility and a larger turning radius, making them unsuitable for working in narrow spaces. Wheeled AGVs are more flexible and can move freely in narrow passages and spaces. Speed and efficiency: Generally speaking, wheeled AGVs are faster and more efficient. Tracked AGVs speed are slower but can carry heavier cargo. Tracked Wheeled AGV Welding-Robot Carts Welding Workstation Welding Robot For Sale
▶ See the Cobot in Action
Experience the precision and ease of hand-guided cobot welding.
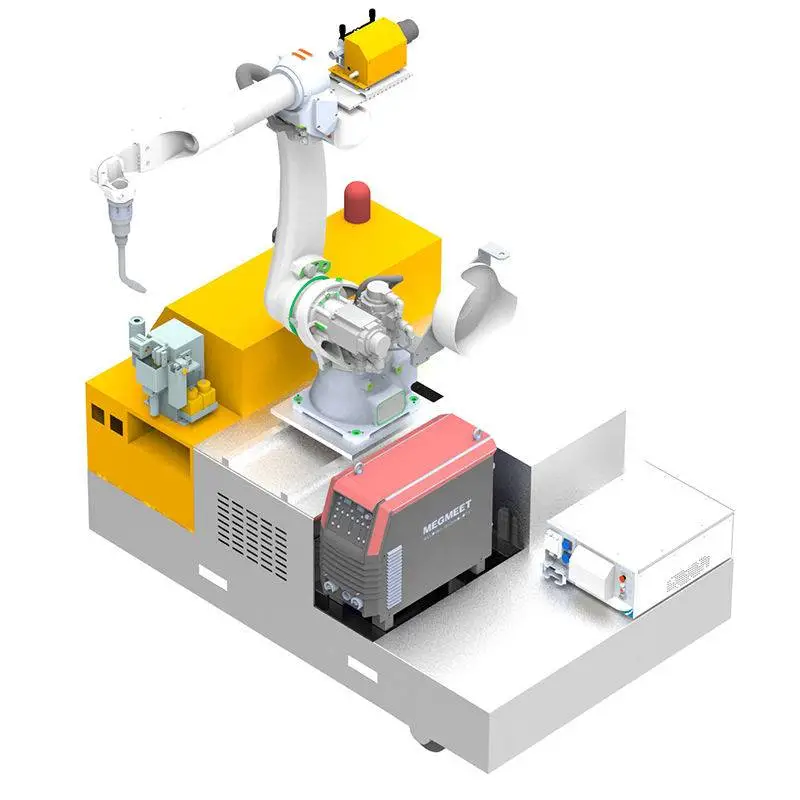
Parameter
| Total power | 50KVA |
| Working power supply | 3X380V 50Hz 3-phase 5-wire system 3P,380V,50Hz |
| Working power supply mode | Coll cable power supply |
| Machine weight | 2500Kg |
| Dimension | 3000mmX1500mmX2400mm |
| Robot model | CRP2010A |
| Welding power source | NBC500RP Plus Aotal NBC500RP Plus |
| Visual point cloud accuracy | 0.1mm |
| Vision software | TracerStudio |
| Moving drive | Steering wheel type |
| Operation type | Remote control |
| Moving speed | 2.2km/h |
| Environment temperature | 0℃-+45℃ |
| Relative humidity | ≤90%RH(non-condensing) |

Advanced Programming: OLP vs. Teaching-Free System
For large-scale gantry welding, manual "point-to-point" teaching is inefficient. PCL offers two cutting-edge solutions to minimize downtime and maximize precision. Understanding the difference is key to choosing the right automation level for your factory.
Off-line Programming (OLP)
OLP allows engineers to create welding paths in a 3D virtual environment using CAD data (STEP/IGES).
- Zero Downtime: Program the next job on a PC while the robot is still welding.
- Collision Detection: Simulates the gantry movement to prevent accidents in a virtual space.
- Best For: Complex workpieces with high repeat rates and detailed weld joints.
Teaching-Free Welding System
Uses 3D laser scanning or vision sensors to "see" the workpiece and generate paths automatically without any CAD data.
- Instant Setup: No manual coding or 3D modeling required; just scan and weld.
- High Flexibility: Ideal for "One-off" parts where every workpiece is slightly different.
- Real-time Adaptation: Automatically compensates for thermal distortion and fit-up gaps.
- Best For: Custom fabrication, repairs, and low-volume/high-mix production.
| Feature | Off-line Programming (OLP) | Teaching-Free System |
|---|---|---|
| Input Required | CAD 3D Models | 3D Laser Scanning |
| Programming Time | Minutes to Hours (Off-site) | Seconds (On-site) |
| Ideal Production | Mass Production / Batch Work | Custom / Single Unit Work |






Frequently Asked Questions
Q1: What is the maximum workpiece size a gantry robot can handle?
The primary advantage of a gantry system is its scalability. Unlike fixed-base robots, the gantry rail length can be extended from 6 meters to over 30 meters. We customize the X, Y, and Z travel strokes based on your specific components, such as trailer chassis or large pressure vessels.
Q2: How does the robot handle material deviations or heat deformation?
For large workpieces, we recommend integrating Laser Seam Tracking or Arc Sensors. These technologies allow the robot to detect the actual weld joint position in real-time and adjust the torch path automatically, compensating for thermal distortion or fit-up tolerances.
Q3: Which robot brands are compatible with the PCL Gantry System?
Our gantry structures are highly flexible and can be integrated with leading international brands including Fanuc, ABB, Yaskawa, and KUKA, as well as our proprietary PCL robotic arms. We provide the full integration including the synchronized 7th or 8th external axes.
Q4: Is it difficult to program a gantry robot for complex large structures?
Not at all. We offer Off-line Programming (OLP) software. This allows your engineers to simulate the welding process and generate code on a PC using CAD data, significantly reducing machine downtime and preventing potential collisions before the physical welding starts.
Q5: Can one gantry system manage multiple welding stations?
Yes. A common configuration is a dual-station setup. While the robot is welding at Station A, operators can safely load or unload workpieces at Station B. This maximizes the robot's "Arc-on Time" and ensures continuous production flow.
