H beam cutting machine in steel structure
H-Beam Fabrication: Structural Steel Cutting Methodology Comparison
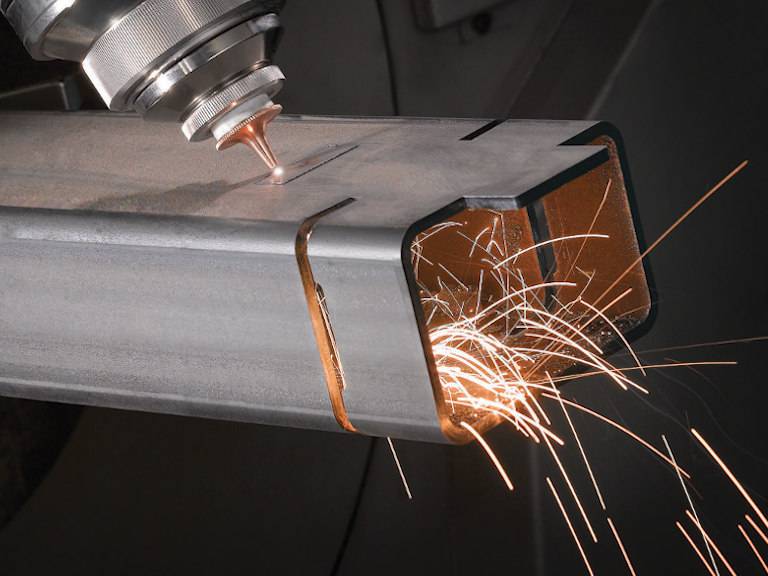
In the field of structural steel engineering, the H-beam is a fundamental component requiring high precision for load-bearing integrity. The shift from manual oxy-fuel cutting and CNC plasma to 3D 6-axis fiber laser cutting has redefined fabrication standards.
1. Comparative Performance Data: Laser vs. Plasma vs. Manual
| Engineering Attribute | Fiber Laser Cutting | High-Definition Plasma | Manual Oxy-Fuel |
|---|---|---|---|
| Kerf Precision | ±0.05 mm | ±0.50 mm – 1.00 mm | ±3.00 mm+ |
| Edge Quality (ISO 9013) | Grade 1 | Grade 3-4 | Non-compliant |
| Thermal Deformation | Negligible | Significant | Extreme |
| Hole Quality | Taper-free | Conical taper | Drill required |
2. Robotic 6-Axis Kinematics and Bevel Cutting
The 3D 6-axis robotic linkage allows the laser source to rotate and tilt, enabling the processing of both web and flange without repositioning the beam. This preserves the material’s yield strength and ensures compliance with EN 1090-2 execution classes.
3. BIM Integration: Tekla, DSTV, and Digital Twin
The machine controller natively reads DSTV (.nc1) files exported from Tekla Structures. This eliminates manual layout errors and enables a “Digital Twin” workflow with 100% fidelity.
4. Industrial FAQ: H-Beam Laser Processing
A: Yes, with laser sources exceeding 12kW, the system can cleanly penetrate flanges up to 30mm thickness while maintaining Grade 1 edge quality.
A: No. Fiber laser cutting produces an oxide-free edge that is ready for welding or painting immediately.
Tags: 3D 6-axis H-beam laser cutting, structural steel beveling automation, Tekla DSTV laser processing.